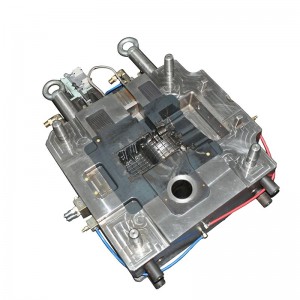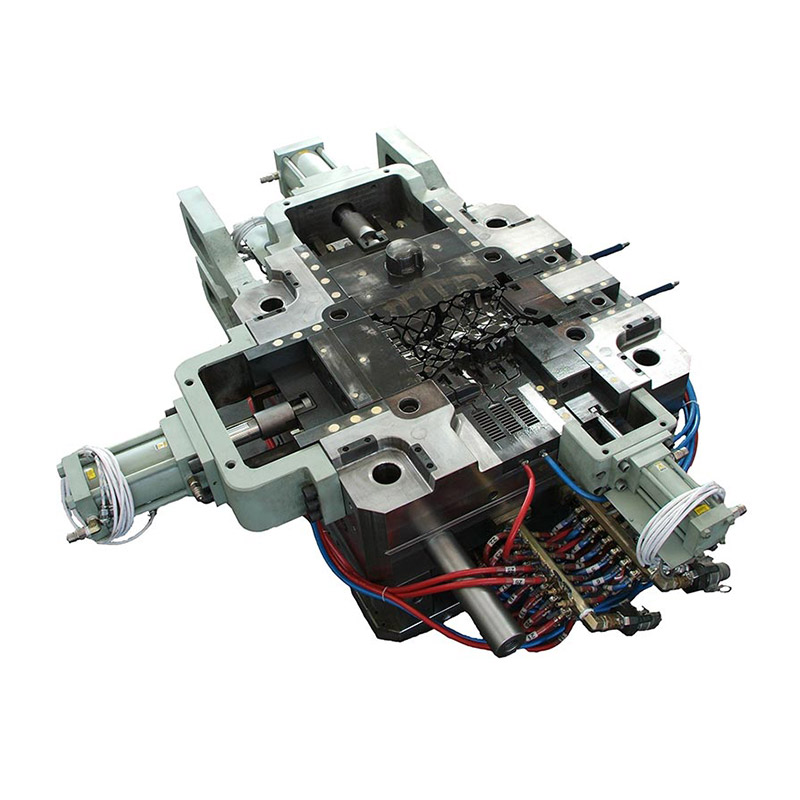
Aluminia Alta Premo Die Casting Telecom Housing Tool Die Cast Mold
Bazaj informoj
| Produkta nomo | Alta Premo Die Casting Telecom Housing Mold |
| Molda Materialo | PH13, H13, DVA, DIEVAR, 8407, 8418, W400 ktp |
| Casting Alojo | Aluminio |
| Kava Kvanto | Ununura Kavaĵo, Multobla Kavo aŭ Kombinaĵa Kavo |
| Tonaro | 200T-2000T |
| Traktado | Varmotraktado, Nitrurado, Polurado ktp. |
| Mold Vivo | 30000 pafoj, 50000 pafoj, 80000 pafoj dependas de produktoj |
| Aplikoj | 1. Aŭtomobilaj kaj motorciklopartoj; |
| 2. Lumoj & lampoj partoj; | |
| 3. Elektraj aparatoj; | |
| 4. Telekomunikaj Partoj; | |
| 5. Industria aparataro kaj Maŝino Sparepart; | |
| 6. Hejmaj aparatoj partoj; | |
| 7. Meblopartoj; | |
| Plumbotempo | 35-60 tagoj |
| Speciala peto | Laŭ peto de kliento |
Ni povas personecigi, sed ne limigitaj al ĉi tiuj:
Aluminio ĵetkubo telekomunika loĝado ŝimo
Aluminia ĵetaĵo de aŭtomata parto muldilo
Aluminio ĵetanta elektraj iloj ŝimo
Aluminio die casting elektraj iloj loĝejo ŝimo
Aluminio ĵetkubo aŭtomata rapidumujo loĝejo ŝimo
Aluminio ĵetkubo aŭtomata akvopumpilo loĝejo ŝimo
Aluminio ĵetkubo malpeza loĝejo ŝimo
Aluminia die casting varmega lavujo ŝimo
Inkluzive de aliaj Aluminio Alta Premo Die Casting Iloj.
FENDA Aluminium Die Casting Mold Manufacturing Processes
La ĉefaj paŝoj de niaj procezoj de fabrikado de muldiloj de aluminialojo estas: CNC-Muelanta Procezo, Varmotraktado, EDM-Procezo, WEDM-Procezo, Polurado kaj Kunvenado.
CNCa Muelanta Procezo
La unua paŝo de muldila muldilo de aluminio: uzu altrapidajn maŝinajn centrojn por mueli la muldilon, lasante maŝinprilaboradon de ĉirkaŭ unu milimetro por la formo de la produkto.Ĝi estas por certa deformado post varma traktado.
Post la komenca muelado, la ŝima kavo estos sendita por varmotraktado.
Kiam la kavoj revenas post varmotraktado, sekundara maŝinado estos efektivigita.Ni nomas ĉi tiun procezon bona maŝinado.Ĉi-foje, ĉiuj grandecoj estas laŭ la desegno de muldilo
EDM-Procezo
Post du tempoj de maŝinado, ankoraŭ estas iuj areoj malfacile tranĉeblaj per altrapida tranĉado, tiam ili estos kompletigitaj per EDM.
Estas multaj profundaj kaneloj kaj mallarĝaj fendoj kaj kompleksaj kavoj sur la muldila surfaco, kiuj estas malfacile prilaboreblaj per frezmaŝinoj.Ĉi tio postulas EDM-elektran malŝarĝan maŝinadon.
Krome, EDM ankaŭ estas ofte uzata por iuj partoj, kiuj postulas precipe altan pretigan precizecon kaj surfacan malglatecon.
WEDM-Procezo
La funkciprincipo de WEDM (dratotranĉado) estas uzi kontinue moviĝantan maldikan metalan draton (nomitan elektroddraton) kiel elektrodon por elfari pulsan sparkan senŝargiĝon sur la laborpeco por forigi la metalon kaj tranĉi ĝin en formon.
La elĵettruoj en la ŝimo, same kiel kelkaj akraj angulaj, special-formaj truoj, kiuj ne povas esti maŝinprilaboritaj, kaj akcesoraĵoj estas ĉiuj kompletigitaj per dratotranĉado.
Post ĉi tiu procezo, ŝima kavo estos polurita.Kaj lasta procezo, kunvenu la muldilon de aluminia muldilo, kaj elprovo.
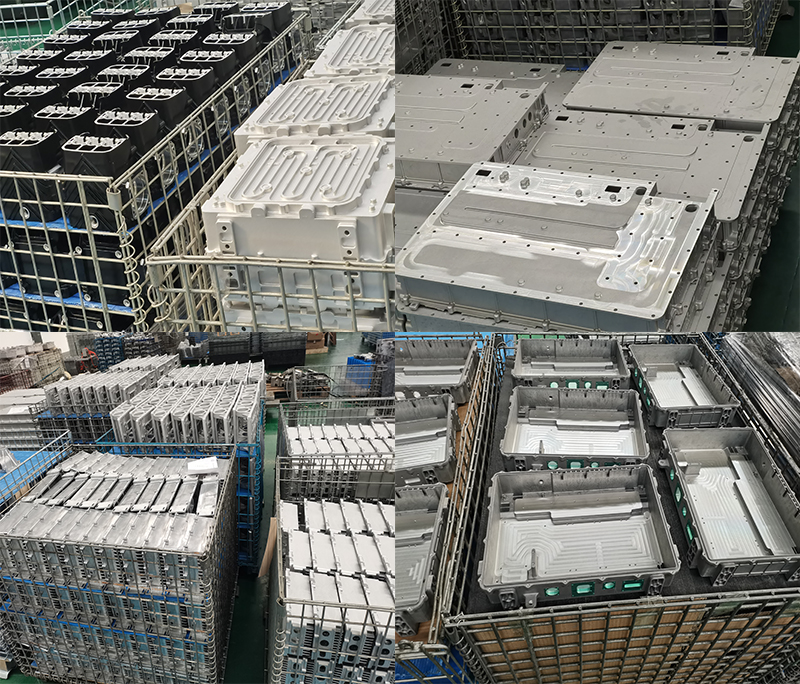
Fabriko Profilo
Fenda kapablas desegni kaj fabriki ilojn kaj fiksaĵojn por ĉiuj niaj procezoj.
Simula analizo helpas niajn inĝenierojn desegni pli efikajn ilojn.En-loĝa ĵetaĵa ilada laborejo helpas atingi klientan plumbotempon por fabrikado kaj konfirmo.
La altprema ĵetadprocezo plej bone ilustras nian nivelon de fabrikada kapableco.Ni havas 7 altnivelajn malvarmajn kamerajn ĵetajn maŝinojn de 400T ĝis 2000T en nia ĵetlanta laborejo, kio ebligas al ni renkonti postulojn en diversaj aluminiaj ĵetaj projektoj.
Nia CNC-maŝincentro, ekipita per 80 aroj da alt-rapidaj/altprecizecaj maŝinaj centroj, kaj pli ol 20 aroj da alt-precizeca sving-frikcioveldado, surfaca traktado kaj aliaj precizecaj specialaj maŝinoj.
Fenda provizas superkvalitajn aluminiajn ĵetajn partojn kaj komponantojn por ampleksa gamo de industrioj inkluzive de aŭtomobila, gvidita lumigado, telekomunikado, maŝinaro, medicina, akvotubaro, akvumado, minado, petrolkemia, elektra, energio, aerospaco, submarŝipo kaj aliaj.